日文
日文 English
English

全国服务热线:
0769-8666 2507

东莞市志亿包装制品有限公司
电话:0769-86662507
0769-86712800
传真:0769-86733820
网址:www.dg-zhiyi.com
邮箱:zicai@dg-zhiyi.com
yewu@dg-zhiyi.com
地址:广东省东莞市企石镇杨屋村第二工业区新兴路
一般选用的吸塑成型模具有石膏模、代木模、电木模、铜模、铝模几种,而这几种吸塑模具的成本、作周期和适用范围多不一样:
1、石膏模。材料为石膏粉,容易制作和修改,一般单件模具只需要1~3天的时间,成本低廉。由于比较脆,且散热困难,石膏模一般用于有样品的情况下手工制作样板,不用于生产。
2、代木模。材料为代木,材料成本较高(大小为500*500,约合4.5元/MM),需要CNC加工,制作周期短,一般为几个小时,易打磨和打孔。材料也比较脆,最适合有3D图档的情形下打样,不用于生产。
3、电木模。材料为电木,每公斤约20元,需要CNC加工。制作周期比代木稍长,打磨和打孔也比代木要难些。材料有一定强度,适合有3D图档的情形下打样和小批量生产。
4、铜模。铜模首先需要用石膏模制作出样板,然后拿样板去镀铜,内部再填充石膏而成。材料成本和制作成本中等,算上制作石膏模的时间,一般整版模具的制作周期需要7~10天。铜模的表面光洁度较好,强度也能达到一般生产要求,是应用广泛的吸塑模具之一。
5、铝模吸塑。材料成本和制作成本最高,约为铜模的5~10倍,一般整版模具制作周期大约5~10天。由于采用CNC加工,型腔的一致性最好,表面可进行抛光或喷涂铁氟龙,可获得理想的表面光洁度和良好的脱模效果,是制作高质量吸塑产品的保证;铝材的散热快,必要时还可以通过循环水冷却系统控制模具温度,因此成型效率高;铝材强度好,能制作复杂型腔和薄壁,是复杂制品的必选。因此,铝模适用于大批量生产、制品要求高、制品型腔复杂或有高的加强肋的情况。虽然成本最高,但由于生产效率高,如果产品批量达到一定数量,节约的人工、电费将远远超过模具的成本!

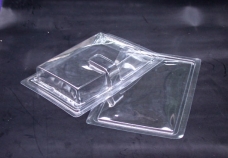
对折吸塑餐盒的生产加工工艺详细介绍
模具成形法成形的对折吸塑外表面尺寸精度较高,一般用于成形深度不大的塑件。如果塑件深度很大时,特别是小型塑件,其底部会明显变薄。多型腔的凹模真空成形比相同个数的凸模真空成形节省原料因为凹模模腔间距较近。
对于要求底部厚度不减薄的对折吸塑件,可以用凸模真空成形。其原理是首先将被加紧的塑料板材在加热器下加热软化,当加热后的片材首先接触凸模时,即被冷却而失去减薄能力,当材料继续向下移动,一直到完全与凸模接触;然后抽真空开始,边缘及四周都由减薄而成形,凸模真空成形多用于有凸起形状的薄壁塑件,成型塑件的内表面尺寸精度较高。
凹凸模先后抽真空成形 其原理是首先将对折吸塑板材紧固在凹模上加热,软化后将加热器移开,然后通过凸模吹入压缩空气,而凹模抽真空使塑料板鼓起,最后凸模向下插入鼓起的塑料板中并且从中抽真空,同时凹模通入压缩空气,使塑料板贴附在凸模的外表面而成形,该方法由于将软化了的塑料板吹鼓,使板材延伸后再成形,故壁厚比较均匀,可用于成形深型腔塑件。